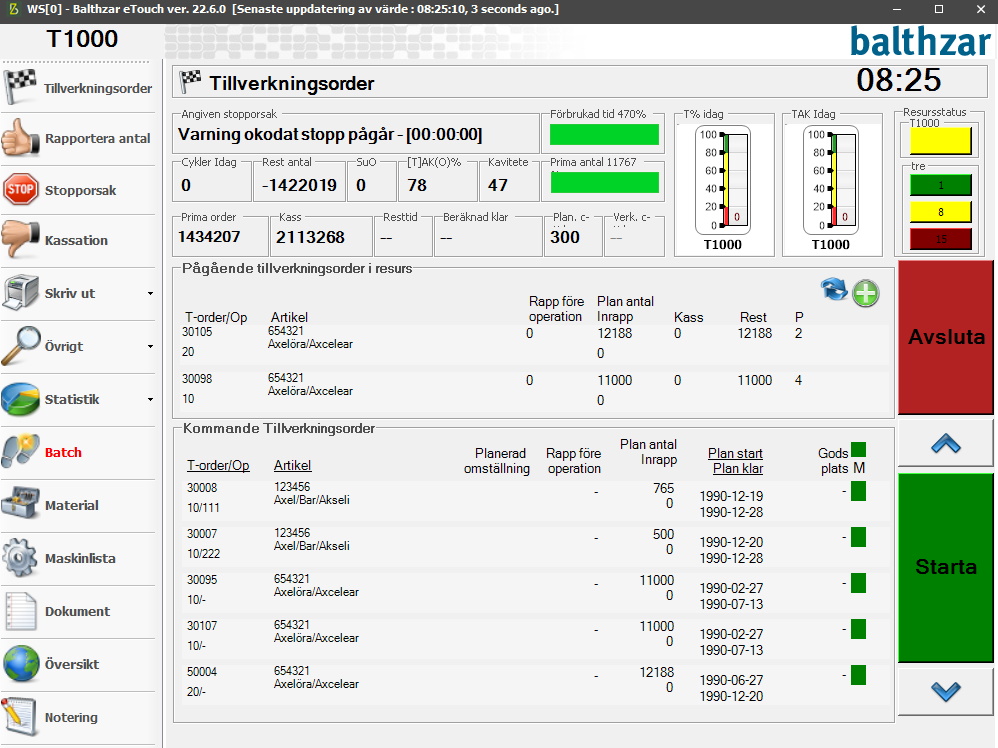
Vid start av systemet visas i de flesta fall nedanstående bild. Ett alternativ till nedanstående startbild är att istället få upp översikten. Det man ska tänka på här är att eTouch kan se väldigt olika ut beroende på om man har specialfunktioner aktiverade eller ej. Nedan information avser standardkonfiguration. Det finns även separat dokumentation för olika begrepp som styr eTouch.
Specialfunktioner
Begreppsförklaringar
Vad visas på bilden
Det går att ändra uppdateringsfrekvensen för värden i övre delen
av orderbilden via "Client" -> "Administration" ->
"Systeminställningar" -> "eTouch parametrar" -> "eTouch parametrar 1" ->
"Tidsintervall(s)". Här finns
mer information om hur det formuläret fungerar. Om värdet ändras där,
kommer fälten från Angiven stopporsak - TAK idag, att uppdateras baserat på det
värdet.
Skulle till exempel siffran 10 anges som värde, då kommer dessa värden att uppdateras var 10e sekund.
Angiven stopporsak
Den nu aktiva stopporsaken. Om sådan är satt och maskinen
står still.
Cykler idag
Antalet cykler som gjorts
idag på denna maskin.
Rest antal
Kvarvarande antal på ordern
tills planerat antal uppnås.
SuO
Antal stopp utan stopporsak. Är
denna siffra större än 0 kan man lista dessa stopp genom att trycka på siffran.
Då kan stoppen som ännu inte blivit tilldelade en orsak under nuvarande skift
redigeras.
[T]AK(O)%
Här är det fokus på [T] alltså "Tillgänglighet"
och "O" står för pågående order. Den kompletta tolkningen blir då
"Tillgänglighet för nu pågående order" och detta räknas ut som
Tillgänglighet
=
(schemalagd tid – stopptid) /
schemalagd tid. Tillgängligheten är ett mått på hur stor del av den maximalt möjliga produktionstiden
som anläggningen producerat. Schemalagd tid är den tid som anläggningen eller utrustningen
maximalt kan producera.
Kavitet
Visar antalet kaviteter. Begreppet kavitet
hanteras som "antalet detaljer som produceras per maskincykel" och detta kan
vara lite olika från fall till fall. Det kan vara en insats i ett verktyg, ett
verktyg, eller en del av ett verktyg som per cykel producerar flera detaljer.
Prima
Antalet godkända tillverkade
artiklar på denna order.
Kass
Antalet artiklar som rapporterats
som kasserade på denna order.
Resttid
Beräknad är den tid som förväntas behövas för att
komma upp i planerat antal. Detta under förutsättning att vi håller den
produktionshastighet vi har just nu
genom hela produktionen.
Beräknad klar
Datum och klockslag då
nuvarande order förväntas vara klar.
Plan.C (Planerad cykeltid)
Planerad
cykeltid
, detta är den medelhastighet som man hade behövt
hålla vid orderstart till orderavslut för att bli färdig vid det planerade
datumet. Detta under förutsättning att man kör produktion
fullt ut på den tid som i kalendern är avsatt som
produktionstid.
Rent praktiskt kan såklart en produktion hamna efter produktionsmålet på grund av olika saker, men det går även att kompensera för eventuellt bortfall genom att köra högre hastighet, eller att kunna köra längre produktion utanför den schemalagda.
Verkl.C (Verklig cykeltid)
Verklig cykeltid, den tid som maskinen just
nu har. Påverkas även av valet man gjort i Beräkningsmetod cykeltid som nås via
"Client" -> "Administration" -> "Systeminställningar" -> "Grunddata"
-> "Maskiner" - "Maskinparametrar 1". Här finns mer information
om hur det fungerar.
Förbrukad tid
Visar förbrukad tid i %. Det som räknas som
förbrukad tid i % är tid i relation till den planerade tiden. Rent praktiskt den
tid som maskinen varit igång med ordern aktiv, under maskinkalenderns
produktionstid.
Prima antal
Visar prima antal i % relaterat till planerat antal.
T% idag
Visar data för "Tillgänglighet" och är andelen av
den planerade produktionstiden som maskinen/anläggningen var i drift. Resten är
olika typer av stopp. Beräknas (schemalagd tid – stopptid) / schemalagd tid.
TAK
idag
Visar TAK = T * A * K Det totala TAK-talet får man
genom att multiplicera de tre ingående komponenterna med varandra. Här finns mer information om hur TAK
räknas ut och hur det fungerar.
Resursstatus
Visar status på vald maskin enligt följande
färgkodning: Röd - maskin stoppad utan stoppkod, Gul - maskin stoppad, med stoppkod,
Grön - maskin körs.
Tre
Visar namnet på den avdelning
som aktuell maskin befinner sig i. Kan även vara en zon eller en kategori. Detta
styrs via "Client" -> "Administration" -> "Systeminställningar" ->
"eTouch" -> "Ange parametrar till eTouch" -> "Parametrar 1". Där ska man sedan
i rullistan som heter "Gruppera på" välja alternativ för att få fram data här.
Pågående tillverkningsorder i resurs
Här återfinns
information som rör pågående tillverkningsorder.
T-order/Op
ID för tillverkningsorder.
Artikel
ID för artikel.
Inrapporterat antal
Det antal som
inrapporterats i affärssystemet.
Rapp före operation
Rapporterat antal på föregående
operation.
Plan antal inrapp
Det planerade antalet som har rapporteras in i
affärssystemet.
Kass
Antalet artiklar som rapporterats
som kasserade på denna order.
Rest
Visar kvarvarande antal.
P
Plats som order körs på.
Jagande pilar
Dessa pilar används för att uppdatera
skärmbilden med aktiv data från affärssystemet Monitor. Används inte
direktkoppling till Monitor är dessa inaktiva.
Plustecknet
Det grönvita plustecknet
dyker upp automatiskt om man skulle ha flera ordrar igång samtidigt.
Denna funktionalitet har separat dokumentation och här kan man
läsa mer om hur det fungerar.
Kommande Tillverkningsorder
Visar information som rör kommande
tillverkningsorder. Normalt ska översta ordern köras först, behövs det kan denna
ordning ändras. Detta sker genom att ordningen sorteras om enligt de ruriker som
är understrukna.
T-order/Op
ID för tillverkningsorder.
Artikel
ID för artikel.
Rapp före operation
Rapporterat antal på
föregående operation.
Plan antal inrapp
Det planerade antalet som rapporterats in i
affärssystemet.
Plan start/Plan klar
Visar datum för när order beräknas starta och vara
klar.
Godsplats
Visar den plats materialet för
kommande tillverkningsorder finns på.
M
Bokstaven M står i det här fallet för
"Materialkontroll". Denna funktion aktiveras via "Client" ->
"Administration" -> "Systeminställningar" -> "eTouch" -> "Ange
parametrar till eTouch" -> "eTouch parametrar 2" ->
"Materialkontroll". Här finns mer information om
hur det formuläret fungerar.
När kryssrutan aktiveras kommer en färgskala att indikera status för rapporterat antal. Om föregående operations rapporterade antal <=0 visas en röd ruta. Om föregående operations antal är mindre än innevarande operations, men större än 0, då visas en gul ruta. Om föregående operations rapporterade antal är större än, eller lika med innevarade operation, då är rutan grön.
Rutans färg indikerar alltså om operatör förväntas kunna
köra operationen från början till slut utan materialbrist. Om rött visas = nej,
om gult visas = räcker inte materialet, men du kan köra operationen. Om grönt
visas då ska materialet räcka från början till slut av operationen.
Knappar
Beroende på om specialfunktioner används eller ej kan det se
lite olika ut här. I regel är det en knapp för att "Avsluta"
och en knapp för att "Starta". Detta gäller då markerad tillverkningsorder. Pilarna som pekar upp eller ned som finns
ovanför dessa knappar används för att scrolla i listan för
ordrar.
Allmänt om tillverkningsorderbilden
Balthzar använder sig av flertalet schemalagda funktioner
som uppdaterar de värden som syns i denna bild. Eftersom dessa funktioner tar
olika mycket prestanda i anspråk från den databasserver som används, är
flertalet intervall möjliga att ändra som administratör av Balthzar, det gör att
den information vars korrekthet prioriteras
högst också hämtas
oftast.
Exempelvis kan man i vissa miljöer anse att man behöver en snabbare uppdateringsfrekvens av antalet prima på ordern än standard. Då kan man ändra standardinställningarna i Balthzar Client för att detta ska kunna ske. Mer information om detta finns här och det ställs in via "Client" -> "Administration" -> "Systeminställningar" -> "eTouch" -> "Ange parametrar till eTouch" -> "Parametrar 1" -> "Statusintervall".
Den siffran som anges där anger uppdatering i sekunder och det är viktigt att ha i åtanke att ju lägre siffran är ju högre belastning kommer det att vara på systemet. Används många maskiner och en låg siffra, som till exempel 5, kan eTouch uppfattas som allmänt segt och det är då en inställning som bör göras av systemansvarige. Alternativt kan man kontakta supporten för ytterligare assistans.