TAK är ett väl etablerat sätt att mäta och följa upp produktion på och står för [T]illgänglighet, [A]nläggningsutnyttjande och [K]valitét. Tanken är att varje beståndsdel ska räknas ut till en procentsiffra och att man därfefter ska kunna multiplicera alla ingående tal med varandra, för att få ett totalvärde / TAK-värde. Engelska motsvarigheten är OEE, Overall Equipment Efficiency, även om man i det fallet inte har en lika utstuderad betydelse för varje enskild ingående bokstav.
Oavsett hur man mäter sitt TAK-värde är det viktigt att vara konsekvent. Samt att använda samma uppföljningsmetod hela tiden, för att kunna se om utförda insatser gjort skillnad över tid och vilken skillnad dessa gjort. Normalt sett bör man ha en ganska lång tidshorisont när man granskar hur TAK-värden utvecklat sig för att inte få en för stor påverkan av extraordinära händelser som maskinhaverier, extern frånvaro, eller flödesmässiga logistikproblem., men det är upp till dig som användare av systemet hur du vill använda din mätning av ditt TAK-värde.
En sak att ha i åtanke när man granskar TAK-värden är att även om den "perfekta" TAK-siffran är 100%, är det i princip aldrig möjligt att nå dit, då detta skulle kräva en oavbruten produktion utan några mänskliga misstag, materialbrister/fel, kassationer under alla skifts schemalagda timmar. Även om det i praktikten är omöjligt att uppnå, kan det vara en målsättning att konskekvent jobba mot det.
På grund av TAK-värdets natur, är det dessutom svårt att säga vad som är ett "bra" TAK-värde, då detta är väldigt beroende av verksamhet. I vissa verksamheter kan en kassation på 10% vara acceptabel, men i nästa vara en katastrof. Oavsett vilken verksamhet du som kund har, kan du dock alltid mäta den och jobba för att få en bättre siffra än din senate mätning och det är det som är det primära syftet med TAK-värdet. Nedan följer en förklaring av hur respektive värde räknas ut.
T%
Tillgänglighet i % beräknas körtid
/ (körtid + stopptid).
A%
Anläggningsutnyttjande i % beräknas
intjänade timmar / (intjänade timmar + kass prodtid / körtid).
K%
Kvalitétsutfall i % beräknas intjänade
timmar / (intjänade timmar + kass prodtid).
TAK%
En
summering om hur maskinen har gått. Beräknas T*A*K
(Tillgänlighet*Anläggningsutnyttjande*Kvalitétsutfall).
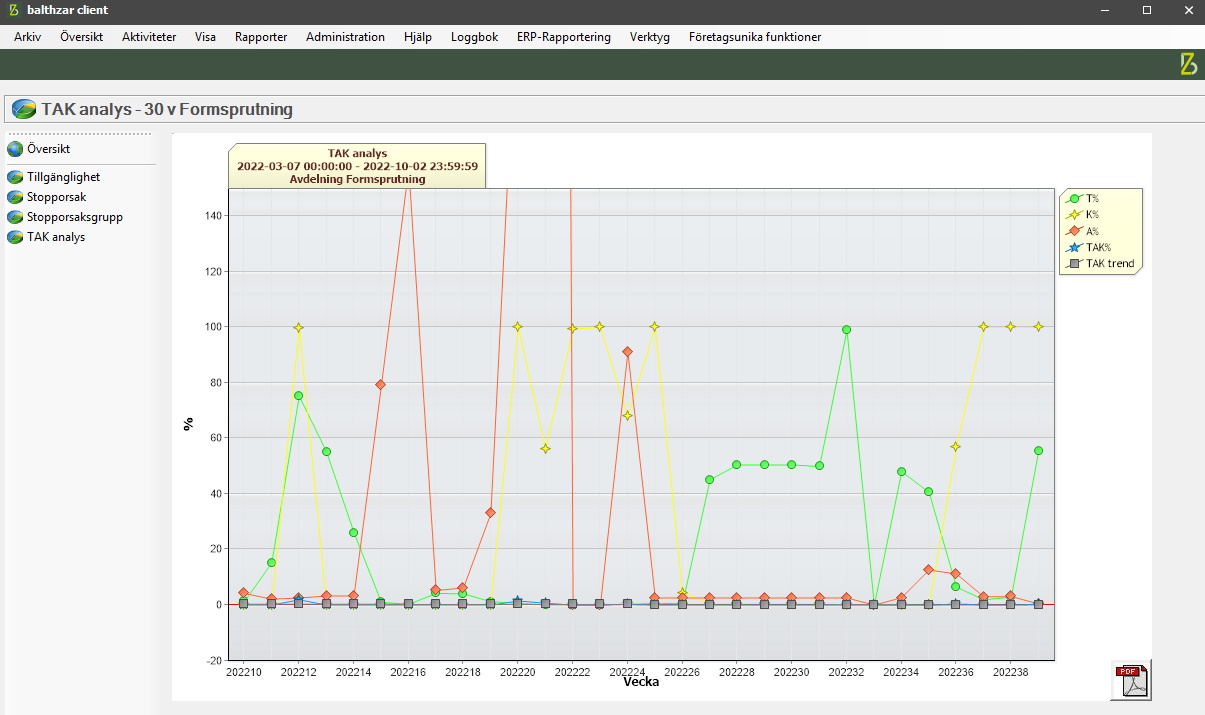
I Balthzar Client's vänstermeny återfinns menyn "TAK-Analys" och där kan du även hitta undermenyer för "Maskin" och "Avdelning". Dessa visar data under olika tidsintervall och på olika sätt genom olika diagram. Dokumentationen är medvetet sparmsam gällande de olika rapporterna, då den väsentliga skillnaden dem emellan är tidsspannet. De står dock listade i dokumentationen för att underlätta en snabb översikt av tillgängliga rapporter. Detta är även anledningen till att det bara visas en bild här över hur diagram kan se ut för dessa rapporter.