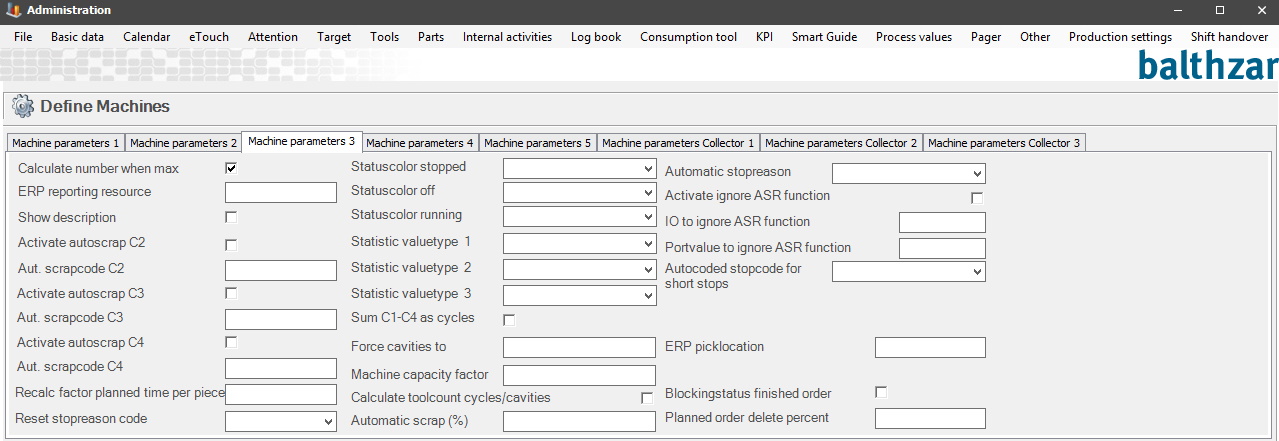
Here are the settings for "Machine parameters 3".
Calculate number
when max
If this setting is applied, the
system will assume that the databox will count to its defined max-value and start
over at 0.
ERP reporting resource
States which resource name
this machine should use when reporting back to the ERP system. If this field is
left empty, the system will use the ERP Resource from machine parameters
1. Here
is more information about how that form works. If both fields are left empty, then the connection to the ERP
system will not work as intended.
Show description
Displays
machine description instead of machine ID
in various places of the system.
Activate auto scrap C2/C3/C4
If this setting is active then all
quantities registered on counter 2/3/4 in the system will be scrapped with the
note "Aut scrap code C2/C3/C4".
Aut.scrapcode C2/C3/C4
Scrapcode used when auto scrap occurs on counter
2/3/4.
Recalc factor planned time per piece
The factor used when recalculating planned cycle time.
Normally this should be set to 1 = No recalculation.
Used when the planned time supplied by the ERP system needs
to be recalculated in some way.
Reset stop reason code
Stop reason code to be sent to the server when stop reason should
be reset. This could be a stop reason or just a code resetting the
stop reason.
Status color stopped
Customer adaptation, used by company ID 5066 in their
Attention-slides.
Status color off
Customer
adaptation,
used by company ID 5066 in their
Attention-slides.
Status color running
Customer adaptation, used by company ID 5066 in their
Attention-slides.
Statistic value type 1/2/3
Customer adaptation, used by company ID 5066 in their
Attention-slides.
Sum C1-C4 as cycles
When checked, the system will add all counters
from the first four counters and treat this sum as cycles.
Force cavities
to
Forces
the use of a certain number of cavities
regardless of what is entered at the tool used. The supplied value will be
set on all started orders regardless of other settings.
Machine capacity
factor
Forces the use of a certain capacity
factor at a machine. Overrides all other logic related to this value.
Normally, this value comes from the planned order. The value should be
entered in the format
0.85 indicating an 85% capacity
factor. This value is used when estimating when an order should be
finished.
Calculate tool count cycles/cavities
Adds to the counters on tools used, defined in
Balthzar.
Automatic scrap
%
Here you
can enter a number that will determine how much of the produced
quantity should be automatically scrapped. The number entered here will be
interpreted as %, so if you enter the number 5 that means 5% will be
automatically scrapped. The quantity will be scrapped with the assigned scrap
reason from scrap code scrap
management
in
machine parameters tab 2. Every 20 minutes there will be a scrap created
per order in that interval.
Automatic stop reason
In this drop-down list the selected stop reason
will get the stauts "Automatic stopreason". This will be active
until the machine stops. Stop reasons are created in the admin-section
for Stop reasons which have separate documentation via "Client" ->
"Administration" -> "System settings" -> "Basic data" -> "Stop reasons"
-> "Stop reason tab
1".
To set a specific time for the duration of the selected
stop reason go to "Client" -> "Administration" -> "System settings" ->
"Basic data" -> "Stop reason tab 2" -> "Max time before reset
at automatic stop reason".
Activate ignore ASR function
Function to activate if ignoring the ASR function
should be applied.
Port value to ignore ASR function
If this port receives a "1" value, the "Activate
ignore ASR" function gets activated, and a "0", is
de-activated.
ERP picking location
Deprecated function.
Blocking status finished order
If this checkbox is activated, a warning will appear when
the production of a work order has reached the planned quantity for that work
order. It is also possible to change the appearance of the warning. Read more
about it in the documentation for special function 30 Warning work order
done.
Planned order for delete percent
Here it is possible to enter
a numerical value, and that value will act as a threshold value for
the system which will hide the work order when this percentage of the
planned quantity is reached. it is still possible to run the work order, and the total
number of good quantity can exceed the planned
number of good quantity. However, when the work order is finished it will disappear from the planning. The
same applies if the work order is only produced
to the entered percentage specified here.
OBS! Be aware that this functionality was designed to not use a value higher then 90. If a higher value is needed, this function should be used at all. To make sure this function is not used, enter the number 0 (zero) in the column for "Planned order for delete procent".
Depending on how work orders are imported to Balthzar, the work order can be removed by another ERP system during the next synching. If the work order was registred manually in Balthzar, then it is not removed at all. However, it will not be visible since the remaining quantity is less then, or equal to 0 (zero).